Nitrogen Generators
State-of-the-Art and State-of-the-Budget
- State-of-the-art membrane separation technology produces dry nitrogen up to 99.5% pure
- Eliminates drawbacks of conventional nitrogen sources—gives you control of rate and purity of nitrogen production
- Delivers gas flows up to 400 SCFH or more depending on nitrogen purity requirements (even higher flows possible if only dryness is desired)
- Low-pressure alert indicates drop in inlet pressure, alerting you to a problem that could result in diminished flow/purity
- Compact, lightweight design allows set-up wherever there's a compressed air supply
- Ideal for use as a reliable, continuous nitrogen supply for desiccators, glove boxes, incubators or for vacuum chamber backfilling
- Simplicity of field-proven design ensures completely reliable, economical operation, virtually eliminates maintenance
- Use of low pressure standard industrial compressor; No high pressure compressor needed to obtain required nitrogen flow
- Energy savings; operation at a low pressure requires less energy
- Reduced CO2 emissions; no heater required to open polymer membrane structure, thus reducing the energy consumption
- Robust fiber; most tolerant fiber to particle contamination
- Large membrane diameter; lowest membrane module pressure drop in the industry
- Strong engineering plastic: Life-expectancy of more than 10 years
- Factory membrane ageing, pre-delivery; no performance decrease over time due to fiber aging
- Quick start-up time: Required nitrogen purity is produced instantly, no time needed to heat-up
- Low noise operation; radiated noise generated by membrane technology is extremely low
- Three models available with three flow ranges
The nitrogen membrane component of a nitrogen generator provides a low-cost, highly efficient means of separating air into its component gases. Because this technology requires no moving parts and consumes relatively little energy, it is surprisingly economical to operate and maintain—the main expense is the energy required to provide a stream of compressed feed air. Each system contains gas pressure control valves and instruments, a coalescing filter and carbon filter (which removes particles and liquid vapors from the feed line), and the nitrogen membrane module.
The membrane module consists of bundles of hollow fiber, semipermeable membranes. Each fiber has a perfectly circular cross-section and a uniform core through its center. The wall thickness of each fiber is thus consistent, which contributes to the physical strength of each membrane. Because the fibers are so small (about the diameter of a human hair), a great many can be packed into a limited space, providing an extremely large membrane surface area that can produce a relatively high volume product stream.
The hollow fibers of a membrane nitrogen generator are assembled parallel to a central core tube, and the bundle is inserted into an outer case to form the air separation module. Compressed air is introduced into the center of the fibers at one end of the module and contacts the membrane as it flows down to fiber bores. Oxygen, water vapor and other "fast gases" pass through the outside of the fibers. The oxygen-rich gas stream then flows through the fiber bundle to the periphery of the case, where it is discharged as a by-product.
While all but a small fraction of the oxygen passes through the membrane material to the exterior of the hollow fibers, most of the nitrogen present in the feed air is contained within the hollow fiber membrane. Since water vapor passes through the membrane along with the oxygen, this nitrogen product is essentially moisture-free. The nitrogen stream emerges at a pressure roughly 20-30% below that of the feed air pressure.
Design Simplicity Means Easy, Reliable Operation
Because the heart of the system—the membrane module—contains no moving parts, a nitrogen generator requires minimal maintenance. The only attention a system typically needs is a watchful eye on the inlet gas flow and an occasional filter change. Terra's compact nitrogen generators make these tasks easy with a built-in low-pressure alarm to alert users of gas line kinks or compressor malfunctions via an easy-to-see indicator light.
Each nitrogen generator system consists of a membrane module, controls and instrumentation, and coalescing filters and traps to remove oil and liquids, organic contaminants, and other particulates from the feed air. Installation of these small nitrogen generators merely requires piping compressed air to the system and piping the nitrogen to its destinations. Order Terra's oil-less clean air compressor separately.
Application Examples
| N2 Generator Size | Model | Example Applications | ||
|---|---|---|---|---|
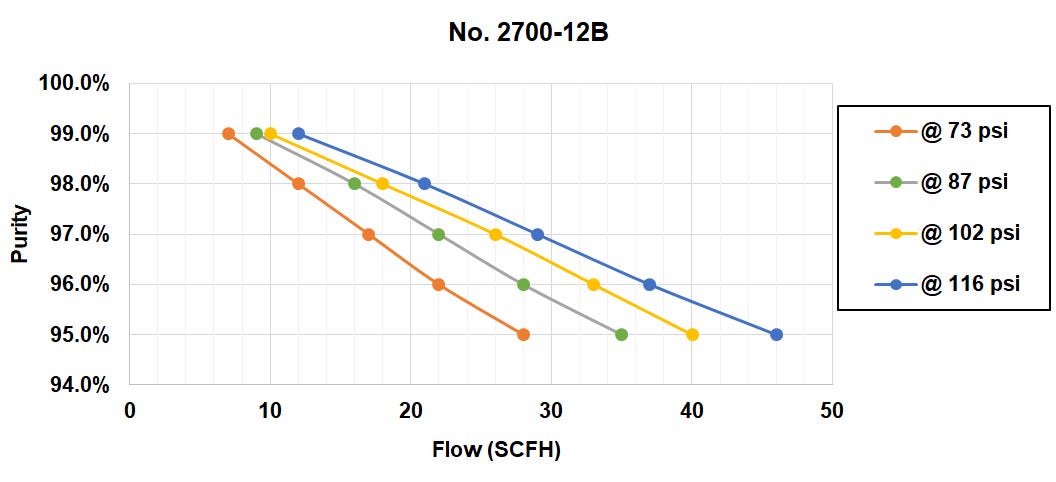
| Small | No. 2700-12B | 3-4 chamber desiccator or small 2-port glovebox | ||
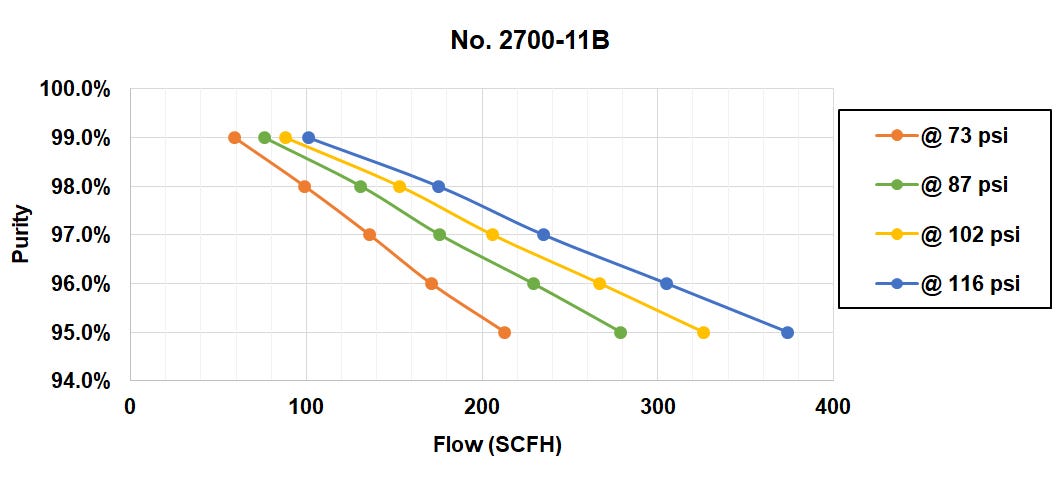
| Medium | No. 2700-11B | Two 10-chamber desiccators or two 4-foot gloveboxes | ||
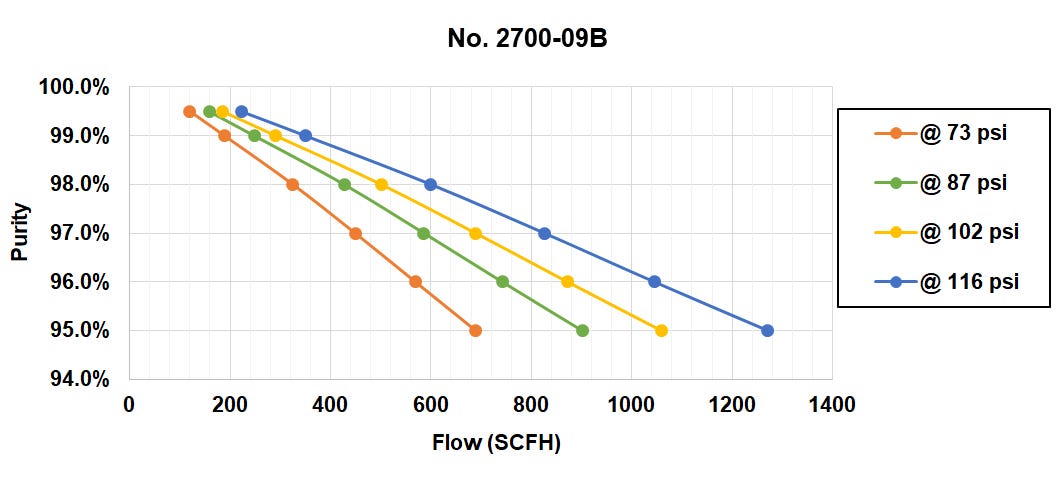
| Large | No. 2700-9B | Six 10-chamber desiccators or six 4-port gloveboxes | ||
| *Higher flow rates for a given purity can be achieved with high feed pressure and temperature. Contact Terra for information on high-pressure compressors and inline gas heaters. | ||||
Specifications
- Housing: Powder-coated white CR steel cabinet with polypropylene leveling feet
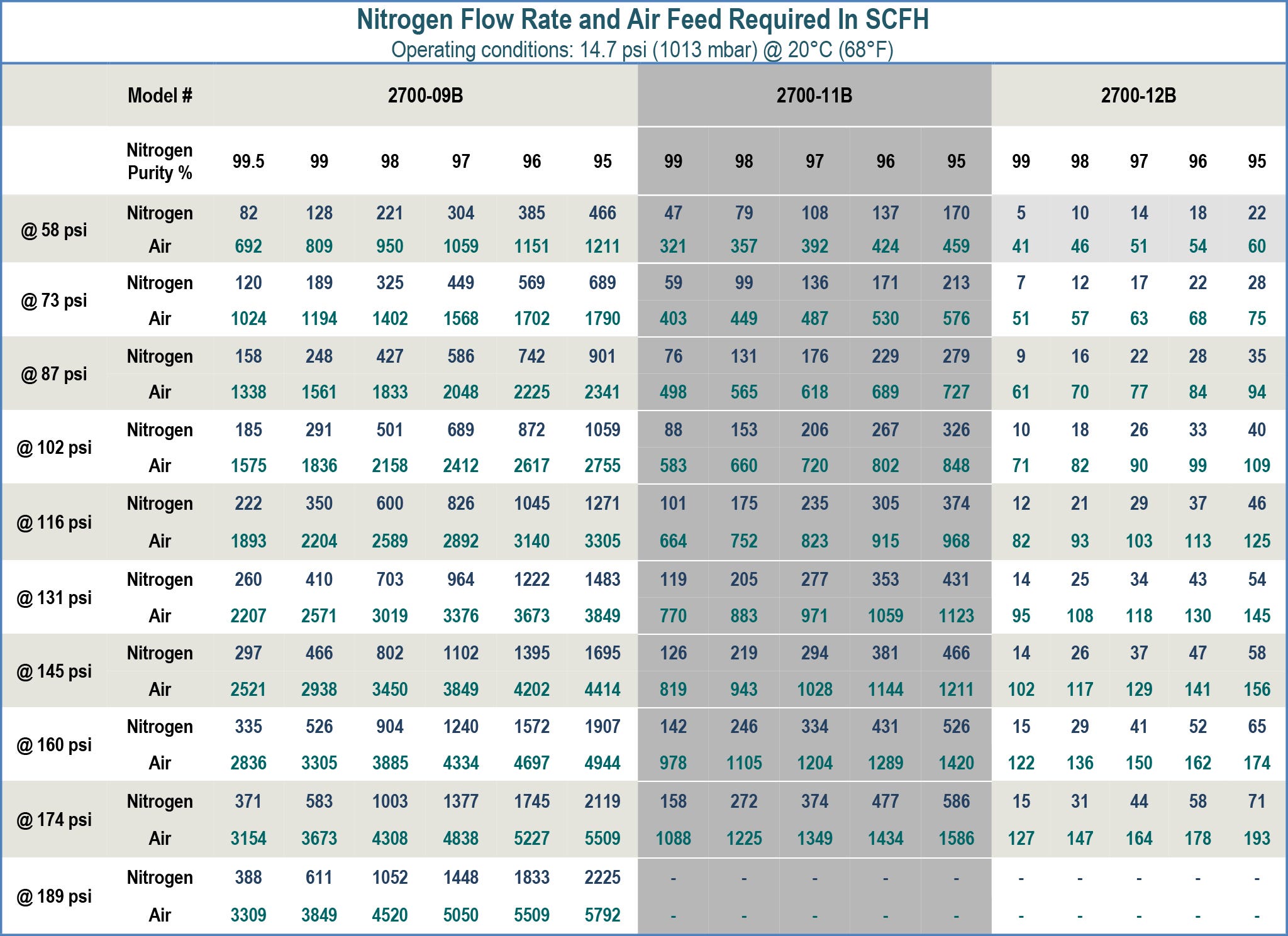
- Feed Air Pressure: 189 PSIG max
- Low-Pressure Alarm: 70 PSI
- Feed Air Temperature: 36ºF(2°C) to 122ºF(50°C)
- Nitrogen Outlet Flow: See graphs below
- Prefilter: One-micron absolute filtration. Dual glass micro-fiber filter beds coalesce and remove water droplets. Remaining oil content: 1 ppm by weight. Includes slide indicator (to indicate need for filter change), liquid-level indicator and internal drain. ISO 8573.1 Quality Class - Solids: Class 2, Oil Content: Class 4
- Coalescing Filter: Absolute filtration of 0.01 µm particles; 99.999% oil removal efficiency. Includes slide indicator (to indicate need for filter change), liquid-level indicator and internal drain ISO 8573.1 Quality Class - Solids: class 1, Oil Content: Class 1
- Membrane Module: Semipermeable hollow-fiber bundles
- Electrical Requirements: Power not needed to generate nitrogen, but low-pressure indicator light requires 120VAC. User-supplied air compressor may require electricity.
- These are typical values for the most common models. Industrial nitrogen generator systems can be tailor-made to suit special applications.
- Nitrogen membrane systems produce both nitrogen and oxygen enriched air. Nitrogen enriched air can cause suffocation and oxygen enriched air increases fire hazards. The nitrogen enriched air produced should be treated as pressurized air; refer to compressed air safety protocols to avoid injury.
Nitrogen Flow Rate & Feed-air consumption in SCFH
On-Site Nitrogen Generator: The Practical, Reliable Alternative
For more and more manufacturers, on site nitrogen generators with membrane separation have become a preferable alternative to conventional sources of purified nitrogen (whether in liquid customer stations or nitrogen cylinders).
High-volume suppliers of purified nitrogen typically rely on the cryogenic distillation process, which provides excellent purity levels (up to 99.99%) but is energy-intensive and hence inherently expensive. For occasional nitrogen requirements that demand ultra-high purity, these sources remain the most economical; but for many other applications—including most high-volume storage situations—non-cryogenic generation on-site makes better sense.
Optimal Source of Purge Gas for Glove Boxes, Desiccators, and Other Enclosures
Portable nitrogen generator membrane systems can be sized to deliver as little as 100 SCFH efficiently and economically, and in most cases lead to significant savings, even when high purity levels are necessary.
For nitrogen-purged storage and process systems with automatic humidity controls (like Terra desiccators, glove boxes and automated stockers), this purity level may not even be necessary. Terra systems automatically regulate the nitrogen purge to maintain the most critical humidity levels typically required, which can generally be achieved with purity levels below the 99.99% you are currently paying for.
Long-Term Stability, Complete Supply Control
These nitrogen gas generators provide additional savings—and greater convenience—by eliminating the need to rent tanks and pay for delivery services. Of course, they also free you from price increases on the part of your nitrogen distributor. Once your system is installed, you pay only minimal electricity expenses: your gas costs remain completely predictable.
And your supply remains secure. You'll never need to worry about overbuying to compensate for tight supplies or delivery disruptions.
Complete Product Control
The purity of nitrogen, flow rate of the gas, and feed-air temperature and pressure all affect the performance of the N2 generator. By altering these variables, you can generate nitrogen gas with precisely the right purity and flow for your applications.
Nitrogen purity can be regulated (up to a maximum of 99.5%) by adjusting the input air pressure and temperature. In most cases, the greatest system efficiency is achieved at purities of 95-99%, levels adequate for most cleanroom applications.
- Flow Rate & Pressure: The flow rate of the enriched nitrogen gas is a function of the purity required. The higher the nitrogen purity required, the lower the flow rate produced, assuming constant feed air temperature and pressure. To produce a higher purity nitrogen gas, more oxygen must permeate the membrane. You increase oxygen permeation by increasing the pressure difference across the membrane. This transports more gas, including more of the total oxygen content of the feed air, through the membrane. With more oxygen permeating the membrane, the oxygen level in the nitrogen product gas is reduced and purity improved.
Temperature: Feed air temperature also affects the performance of the system. The higher the feed air temperature, the higher the feed air flow rate required, assuming constant air pressure and nitrogen purity. As feed air temperature rises, the membrane permeability increases, requiring an increased feed air flow rate to maintain product flow. However, feed air temperature also affects the membrane material. High feed air temperature shortens the life of the membrane. When the feed air temperature increases, the feed air flow required rapidly escalates. Therefore, the system must be designed to provide required feed air flow rate of the maximum anticipated feed air temperature, or an air conditioner must be used to control the feed air temperature.
Moisture: Dew point is the temperature at which a given mixture of water vapor and gas is saturated. The dew point and trace contaminants of the nitrogen-enriched product gas are dependent on the water level and quality of the feed air. Operating in the purity range of 95-99.5% nitrogen, saturated feed air results in a product gas that contains less than 5 ppm water, depending on feed air conditions. The atmospheric dew point equivalent is -65°C (-85°F). Water level in the feed gas is dependent on temperature and pressure. Therefore, if the feed air pressure is reduced, the dew point of the product may increase. If the temperature is increased, the feed dew point increases and the product stream dew point increases. Changes in dew point are minimized by using a refrigerated air dryer to condition the feed air.
CO2: Carbon dioxide in the product stream is typically less than 0.01% operating at 99% nitrogen, 135 psig and 25°C, based on feed air containing 0.03% carbon dioxide.
